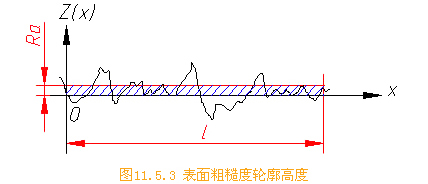
零件表面粗糙度的测量方法有:轮廓算术平均偏差Ra和轮廓最大高度Ry、轮廓微观不平度十点高度Rz。使用时宜优先选用Ra。如图11.5.3所示,各参数的意义如下:
Ra是在零件表面的一段取样长度内,轮廓上的点到中线之间的距离绝对值的算术平均值,用公式表示为:
式中:l为取样长度;Ra代表了在l整段范围内的平均高度。通常用这个参数来评定表面粗糙度。
Rz是轮廓峰顶与轮廓谷底之间的距离,用于控制局部的微观表面特征误差。